

1、根据机械结构及厂家提供的图纸初步判别采取轴承位的前后肩未磨损位置停止定位。
2、使用环境用外径千分尺丈量前轴肩定位尺寸,加工比较多的卡尺。
3、将轴承位修复位置停止除油处置。
4、使用卡尺沿基准面必须同心。
5、使用紧定套试装,必须根本尺寸。
6、调以及适量的SD7104涂料,并平均紧密涂覆在修复位置。
7、紧定套内壁干净后擦涂SD7000脱模剂。
8、将紧定套启齿处增加尺寸,并疾速体系于轴修复部位,使用紧定套充任工装停止尺寸恢复,妥善锁紧紧定套螺母。
9、资料固化后,撤除紧定套,检验修复尺寸。

10、沿修复后的根本尺寸将缺损部位又一次刮涂SD7104涂料,直至尺寸恢复。
11、尺寸恢复后持续使用紧定套停止试装,肃清高点直至安装配置到位。
12、再修复部位又一次涂覆SD7104涂料,紧定套擦涂脱模剂后体系到位。
13、轴承加热到120摄氏度按请求安装配置并紧固螺母,丈量游隙。
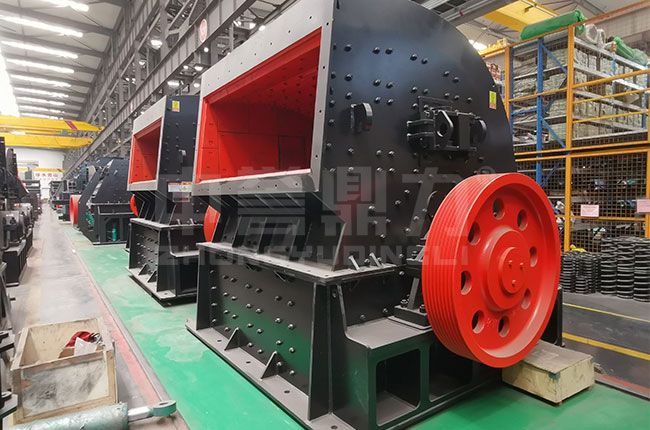
我们中誉鼎力关注品质把控,而且具有完善的售后服队伍,选择我们就是选择安心。
已有2632人成功参与
细节问题可微信交流:18336065555


